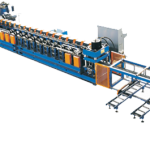
Solutions to the Distortion of the Roll Forming Machine
When the roll forming machine is working, the section steel to be processed is pushed by the door bracket of the auxiliary system between the two active rollers, and then the hydraulic system is activated to make the hydraulic cylinder push the dovetail groove and the cold-formed roller cold-pressed section steel. When the arc required by the design is reached, the hydraulic system is turned off, and then the mechanical transmission system is activated to make the active roller rotate and drive the section steel to move forward steadily and slowly by friction, thus realizing continuous cold bending operation.
Solutions to the distortion of the roll forming machine:
1. The calculation of the neutral layer in the deformation zone is accurate. The material used in the deformation zone is calculated accurately, and roller processing has good symmetry.
2. The non-deformed area should not be compressed as much as possible (such as the bottom of the slide rail), and the gap between the upper and lower rollers should be kept consistent during assembly.
3. Before the material enters the track, a guide oblique opening should be set according to the rolling state of the front track, and the material will slide smoothly in the roll before being stably compressed.
4. The accuracy of roller processing is the key. Therefore, special tools are made for inspection under the projector and magnified 20 times.
5. The main drive side adopts roller cone bearings to ensure that the radial runout of the main shaft is around 0.04MM, ensuring that the main shaft will not move from side to side. There is a gap in the ordinary ball bearing itself, and axial movement cannot be avoided in precise transmission.
6. The problem of bending and distortion in production is mainly caused by unbalanced forces. The imbalance of left and right forces causes left and right bending. The unbalanced up and down forces produce distortion. The solution is a balanced force design, accurate processing, and convenient installation and adjustment.
At the end of the cold bending work, turn off the drive system of the bending forming machine and start the hydraulic system to retract the hydraulic cylinder. Finally, place the cold-formed steel on the door bracket of the auxiliary system.
This kind of cold bending forming machine not only ensures the strength of the material, but also improves the quality of the supporting steel arch. Therefore, the work efficiency is greatly improved, and the operation steps are simple and easy to understand.