
CHEMICAL TITANIUM
Chemical Titanium
Titanium has many applications in the chemical industry because of its corrosion resistance, strength, and biocompatibility. The following are some of the critical applications of titanium in the chemical industry:
CHEMICAL PROCESSING EQUIPMENT:
Titanium anode is widely used in the manufacture of chemical processing equipment because of its corrosion resistance. The metal’s biocompatible nature makes it ideal for use where direct contact with chemicals is required. Equipment manufactured with titanium includes reactors, heat exchangers, and pressure vessels used in the chemical production process.
PETROCHEMICAL INDUSTRY:
The petrochemical industry requires materials strong enough to handle the high-temperature and pressure conditions experienced during the refining of crude oil and other chemicals. Titanium components manufactured for petrochemical applications include valves, storage tanks, heat exchangers, and reactors.
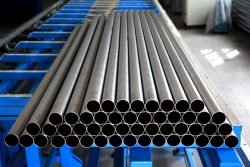
CHEMICAL PIPING:
Titanium is an ideal material for manufacturing pipes because of its corrosion resistance. The metal’s lightweight nature and easy-to-weld property make it suitable for use in underground piping systems used in the chemical and petrochemical industries.
ELECTROPLATING INDUSTRY:
Titanium is widely used in the manufacture of several electroplating components, including anodes and cathodes, due to its excellent resistance to corrosion and high melting point.
In conclusion, titanium is a vital material in the chemical industry and is used to improve the safety and efficiency of several processes. Its strength, corrosion resistance, and biocompatibility make it ideal for creating equipment that needs to be in frequent contact with chemicals. With the continued innovation and advancements in materials technology, titanium will continue to play a vital role in the chemical industry as vital equipment in the refining and production facilities for the industry.

































I’d like to know how amazing the information in your article is Happy wheels.